
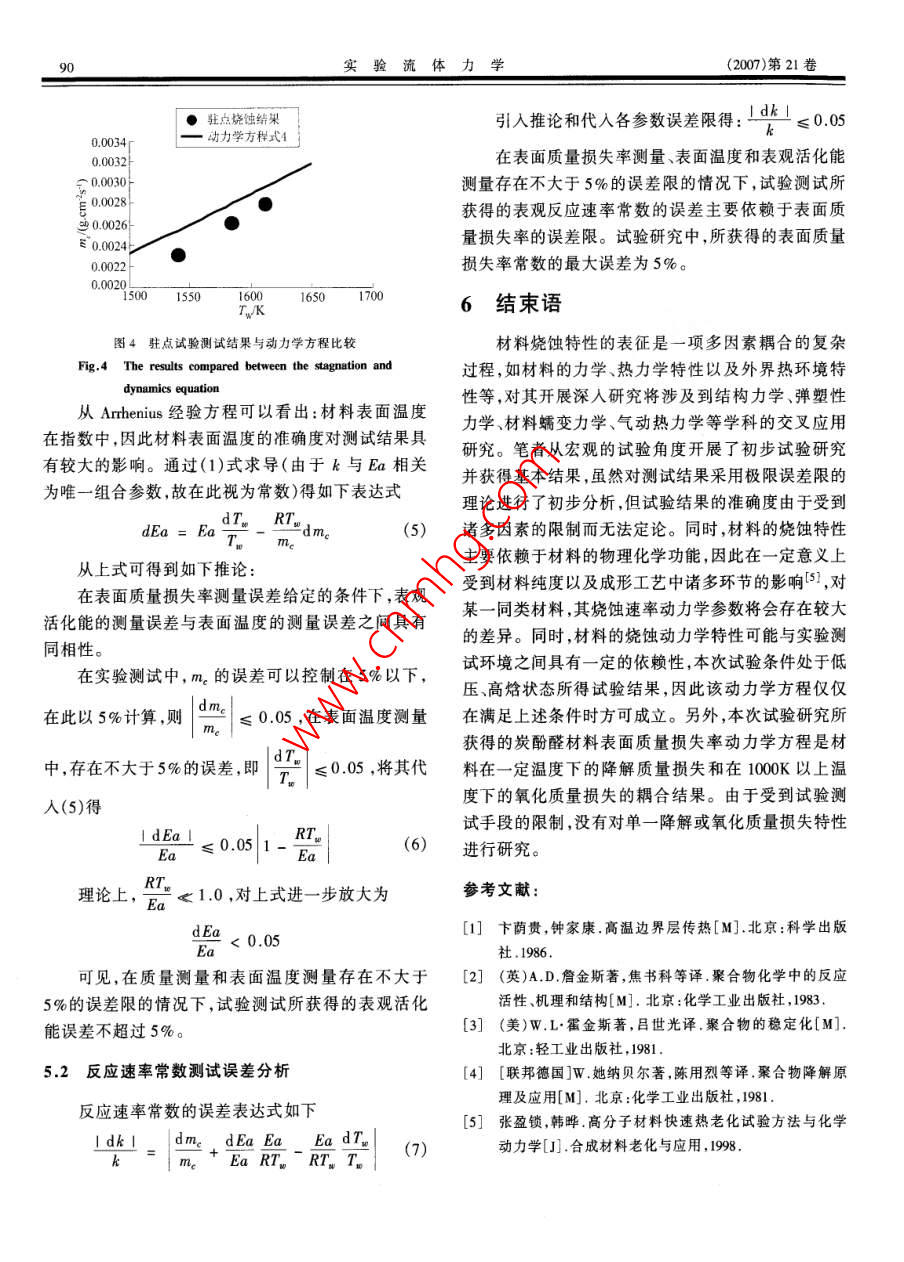
第21卷第4期实验流体力. 学Vol.21,No.4 .2007年12月Journal of Experiments in Fluid MechanicsDec. ,2007文章编号: 1672-9897(2007 )04-0086 05防热材料热解与氧化性能试验技术研究许艺',王国林”,胡天勇,张佐光'(1.北京航空航天大学,北京1003 2.中国空气动力研究与发展中心,绵阳621000)摘要:介绍了利用Arthenius方程开展材料烧蚀热解性能动力学特性的基本原理,试验测试方法。并通过对炭酚醛材料烧蚀动力学参數的高频等离子体风洞试验研究,验证了采用时间历程积分在试验结果处理中的可靠性,在此基础上采用平板试验技术获得炭酚醛材料在600~1200K温度范围内的表面质量烧蚀率动力学方程,并将该方程所预测的结果与采用驻点烧蚀技术所获得的结果进行比较。结果显示:二者最大误差不超过5% ,通过理论初步分析了二者之间存在差异的主要原因,并在试验比较分析的基础上,采用最大误差限理论分析了试验结果的可靠生。关键词:防热材料;烧蚀特性;试验技术;高频等离子体风洞中图分类号:V211.7;TK311文献标识码: AThe experimental research on the pyralytic and oxidativecharacteristics of thermal protection materialsXU Yit, WANG Guo-lin2, HU Tian-yong,ZHANG Zuo-guang'(1. Beijing University of Aeronautics and Astronautics, Beiing 100083, China; 2. China AerodynamicsResearch & Development Center, Mianyang Sichuan 621000, China)Abstract: The basic theory and testing way of ablative material kinetie characteristics developed by theArhenius equation are introduced. According to HFWT experimental study of the char/ bakelite composites onablative kinetic parameters, the reliability of results by adopting time integral is validated, and the ablative ki-netie equation of the skin-deep mass loss rate is obtained by the slab testing technique . Comparing the predict-ed results with the results obtained at the stagnation point, it is showed that the error is in 5% . The main rea-son of difference is analyzed primarily by theory. Based on the experimental and comparative analysis, the reli-ability of the testing results is analyzed by adopting maximal error limit theory .Key words:thermal protection material; ablative characteristics; experimental technique; HFWT碳化,从而降解聚合物中释出的气体对碳质层有一-定0引言冷却作用,随着碳化层的加厚,碳化速度下降;比如酚高分子有机聚合物具有低热传导、低密度、高比醛树脂在400以下中速加热时就大大热解,而在高热和能得到低分子量气体产物的热分解能力,通常被速升热时居然成为超级绝热体。虽然高分子聚合物应用于空间飞行器热防护系统的主体防热材料。例作为空间飞行器的主体防热材料被广泛应用,但对其如,尼龙-酚醛树脂复合材料的热蚀速率低于多数金烧蚀热解化学动力学特性的研究,目前主要通过在特属和陶瓷,与碳化硅和石墨的热蚀速率相当,当涂有定的热、焓模拟条件下,通过测量材料的表面质量烧该聚合物的飞行器进入大气层时,涂层的表面被加热蚀量、材料处于烧蚀热解状态的固相表面温度和加热收稿日期: 2007-04-13;修订日期: 2007-09-13作者简介:许艺(1976-),女,安徽肥东人,硕士生研究方向:复合材料.第4期许艺等:防热材料热解与氧化性能试验技术研究87热时间三个参数之后,利用Arrhenius经验方程获得数存在一定的误差。为了提高测试准确度,应考虑材材料的表观质量损失动力学方程。笔者对炭酚醛材料表面温度随烧蚀时间的变化过程中的相关细节,则料在低压低热流环境下的烧蚀质量损失动力学特性所获得的材料表面质量损失为积分过程,即开展了初步试验研究,获得该材料在表面温度为Om = sSk|, eiTondr(2)1400K范围内的质量损失动力学方程,并将该动力学方程所预测的表面质量损失量与采用驻点烧蚀技术式中:Om为材料表面烧蚀质量损失量(g);S为所获得的结果进行比较,初步验证了试验测试技术的材料烧蚀表面面积(cm2);t为材料烧蚀时间(s)。可靠性。通过对试验测试技术的进一步 完善,为防热↑材料表面抗氧化、质量损失特性和烧蚀特性性能评估提供了基本技术支持。1防热材料烧蚀性能试验研究原理在详细研究聚合物的表面烧蚀质量损失率的过程中,除了考虑材料的氧化降解烧蚀之外,应对材料寸1:的表面光氧化降解、热降解两个因素同时进行分析,图1烧蚀过程中表面温度变化历程示意图但由于受到目前试验和测试技术水平的限制,无法从rig.1 The sketch of surface temperature rs ablation微观过程对其表面烧蚀质量损失率进行确定。因此,time in the ablation test该试验研究对上述综合因素影响下的材料本征解聚速率,即材料表观质量烧蚀率进行宏观研究[14]。材2数据处理方法料表观质量烧蚀率的基本原理是Anhenius经验方由于实验测试所得的表面烧蚀质量损失量是材程,这一方程的基础是建立在假定材料的热解表观活料在表面温度增加过程中的积分总量,在表面温度变化能Ea和烧蚀速率常数k不随内能变化的基础上,化历程确定的条件下,依据(2)构造-一含有两个未知该方程描述了材料在一定的内能(由表面温度T。反数的方程组(方程组个数等于测试试件的个数)所构映)条件下材料的表观解聚速率与表面烧蚀质量损失造的方程组无法直接进行求解,即构造出如下形式的率me之间的基本关系,即方程组m。= ke-Ea/Tw(1)In(k) + a,Ea = b;(3)式中:m。为材料表面烧蚀质量损失率在获得材料表面总质量损失量随材料表面温度(g/cm'.s);Tw为材料表面温度(K);k为烧蚀速率常变化历程之后,假定E。的范围(1000 ~ 0000kJ/ mol)数(g/cm2-s); Ea为材料热解表观活化能( kJ/mol);R可以获得lnk- E。之间的线性方程,依据试件个数将为普适气体常数(8.31434J/mol.K)。构成只有2个未知数和N(N> 2)个方程的超定方程在准稳态条件下,通过试验获得材料表面质量损组。对上述方程组通过采用最小二乘法进行方程组失率和材料表面温度之后,在半对数坐标上对表面质求解获得材料的解聚活化能和解聚反应速率常数。量损失率的对数与表面温度倒数之间进行线性拟和,3试验通过所得直线的斜率和截距获得解聚活化能Ea和反应速率h。材料在烧蚀过程中,当材料达到准稳态3.1试验设备 及状态表面温度时,由于材料内部机械强度和结构变化(如材料烧蚀试验在高频等离子体风洞中采用亚声出现裂纹以及裂纹生长)导致其表面温度在一段时间速平板试验技术进行。该设备主要技术参数为:电源内发生下降达到某一低于平衡温度点之后以某一速功率:60kW;振荡频率:1.76MHz;气流温度:3000~率回升(表面温度变化示意图见图1)。这一温度变10000K;驻点焓值: 10~ 30MJ/kg;驻点压力:3000 ~化的时间段大小由材料的结构、组成以及热力学性质30000Pa;气体流量:1 ~ 3g/s;试验时间;大于30min。确定。基本试验状态为:加热器功率:48kW;试验气体:空因此使用上述方法所确定的材料烧蚀动力学参气;气体流量:3g/s;试验段压力:5kPao实验流体力学(2007)第21卷依据试验所获得炭酚醛烧蚀动力学参数为:43.44kJ/3.2模型 设计mol和烧蚀速率常数0.0765g/cm2.s,烧蚀动力学方程在模型设计时,为了防止由于试件与防热套之间为烧蚀不匹配而导致试件的烧蚀量增大,整个模型设计m。= 0.05-3.4RT. (g/cm2 .s) (4)为宽为100mm,长度为156mm的平板,在平板上安装表1试件烧蚀数据表18个测试试件,测试试件设计为直径10mm,厚 度为Table 1 The data of ablation experiment2mm的圆盘。整个模型照片见图2。烧蚀前质量烧蚀后质量质量损失量 烧蚀表面积测点mn/mg .m:/mg0m/mgS/em202229.85173.4056.4578.53980229.50170.1559.35216.00164.1551.850:236.60174.5062.10239.34180.3059.04224.80170.4054.4010227.00171.1055.9013227.80181.4046.4014214.25160.3553.90图2试件及试件支架照片1:234.3457.99Fig.2 The photo of sample and sample support1228.50174.1078. 5398 !3.3材料总质量烧蚀损失量Am、Tw温度测量17219.82171.0048.82通过测量模型烧蚀前后的质量差(使用感量为表3系数表0.01mg的分析天平测量)、烧蚀时间(由模型送进系Table 3 The parameters for equation 3统或红外测温系统测量)和烧蚀表面积(使用精度为序号试件a0.02mm的游标卡尺测量)之后,通过如下换算得出其- 0.41937- 6.84779表面烧蚀质量损失率。)30.41376- 6.79429材料质量烧蚀量:Om=(m1- m2),其中m1、m2- 0.43561- 6.98402为试件烧蚀前后的质量(g);材料烧蚀表面面积:S=05- 0.43299- 6.97269πr,r为试件直径。- 0.44603- 7.05101材料表面温度使用光谱响应波段为0.9~ 1.1μm- 0.42399- 7.21671- 0.43006- 7.08002的红外热图测温系统测量。-0.44334- 7.410274试验结果- 0.43416-7.19788-7.11942图3为各测点试件表面温度随时间变化曲线,表1116- 0.44874- 7.20141.1为采用平板试验技术所获得的试件烧蚀试验数据12- 0.45562- 7.31061表(试件烧蚀时间为100s) ,表2为采用驻点试验技术所获得的试件烧蚀试验数据表,表3为(3)式的系数。表2驻点烧蚀数据表Table 2 The data for stagnation ablation功率烧蚀前质量烧蚀后质量质量损失量.烧蚀表面积表面温度烧蚀时间P/kWmy/mgm2/mgS/em?T./K48805.8620.6185.21.256616124032827.8646.2181.615844236793.4613.9179.515407第4期午艺等:防热材料热解与氧化性能试验技术研究12001001000800三800三800|00 f600point2point3point4400400 |/s'1200-1200E10005后800兰800这80000 tpoint 5point 6point 70020460”80 1000 204060 80 10020 4060 80 1001200F1000 6ζ80060point 10point 13point 1420406080 10) 4060 80 10080 100, 1200总800:800Ka0upoint 16point 17point 150204060 80 1001/s-20406080100t/s图3试件烧蚀过程中表面温度随时间变化曲线Fig.3 The change curve of surface temperature with ablation time图4为炭酚醛材料驻点烧蚀结果与(4)式的比较5试验结果分析图。由于在驻点试验时受石英管内高温气体的影响,无法使用测试波段为0.7~0.9μm和0.9~ 1.1pm的5.1 活化能测试误差分析比色测温计进行试件表面温度变化历程测量,在数据在误差分析中,材料烧蚀表面的误差相对于表面处理时使用停车瞬间的表面温度值进行质量损失计温度、反应速率常数和表观活化能而言是更高一阶误算,因忽略了整个烧蚀过程的积分而导致该结果与使差,在此忽略烧蚀表面积的测量误差。用积分所获得的动力学方程之间存在- .定的差异。90实验流体力学(2007)第21卷1 dk●驻点烧蚀结果引入推论和代人各参数误差限得:人一≤0.05一 动力学方程式4.0.0034.0032在表面质量损失率测量、表面温度和表观活化能二0.0030测量存在不大于5%的误差限的情况下,试验测试所官0.0028获得的表观反应速率常数的误差主要依赖于表面质三0.0026-量损失率的误差限。试验研究中,所获得的表面质量E 0.0024●0.0022 .损失率常数的最大误差为5%。0.0020150015501600016517006结束语图4驻点试验测试结果 与动力学方程比较材料烧蚀特性的表征是- -项多因素耦合的复杂Fig.4 The results compared between the stagnation and过程,如材料的力学、热力学特性以及外界热环境特dyonamies equation性等,对其开展深人研究将涉及到结构力学、弹塑性从Arhenius经验方程可以看出:材料表面温度力学、材料蠕变力学、气动热力学等学科的交叉应用在指数中,因此材料表面温度的准确度对测试结果具研究。笔者从宏观的试验角度开展了初步试验研究有较大的影响。通过(1)式求导(由于k与Ea相关并获得基本结果,虽然对测试结果采用极限误差限的为唯一-组合参数,故在此视为常数)得如下表达式理论进行了初步分析,但试验结果的准确度由于受到dT RTdEa = Eap"-medm。(5)诸多因素的限制而无法定论。同时,材料的烧蚀特性主要依赖于材料的物理化学功能,因此在一定意义上从上式可得到如下推论:在表面质量损失率测量误差给定的条件下,表观受到材料纯度以及成形工艺中诸多环节的影响[5],对活化能的测量误差与表面温度的测量误差之间具有某一同类材料,其烧蚀速率动力学参数将会存在较大的差异。同时,材料的烧蚀动力学特性可能与实验测同相性。在实验测试中,m。的误差可以控制在5%以下,试环境之间具有--定的依赖性,本次试验条件处于低压、高焓状态所得试验结果,因此该动力学方程仅仅在此以5%计算,则dme |≤0.05,在表面温度测量在满足上述条件时方可成立。另外,本次试验研究所获得的炭酚醛材料表面质量损失率动力学方程是材中,存在不大于5%的误差,即! dTw≤0.05 ,将其代料在一定温度下的降解质量损失和在1000K以上温T。|度下的氧化质量损失的耦合结果。由于受到试验测人(5)得.试手段的限制,没有对单--降解或氧化质量损失特性1 dEa≤0.05RT。(6)进行研究。Ea理论上,Ba.<1.0,对上式进一一步放大为参考文献:dEa< 0.05[1] 卞荫贵,钟家康.高温边界层传热[M].北京:科学出版社.1986.可见,在质量测量和表面温度测量存在不大于[2] (英)A.D.詹金斯著 ,焦书科等译,聚合物化学中的反应5%的误差限的情况下,试验测试所获得的表观活化活性、机理和结构[M].北京:化学工业出版社,1983.能误差不超过5%。[3] (美)W.L.霍金斯著,吕 世光译.聚合物的稳定化[M].北京:轻工业出版社, 1981.5.2反应速率常数测试误差分析[4] [联邦德国]w . 她纳贝尔著, 陈用烈等译,聚合物降解原理及应用[M].北京:化学工业出版社,1981.反应速率常数的误差表达式如下[5] 张盈锁,韩晔、高分子材料快速热老化试验方法与化学!dk! _ dm。. dEa Ea_ Ea dTp(7动力学[J].合成材料老化与应用,1998.m。Ea RT。- RT T。





-
C4烯烃制丙烯催化剂 2020-03-24
-
煤基聚乙醇酸技术进展 2020-03-24
-
生物质能的应用工程 2020-03-24
-
我国甲醇工业现状 2020-03-24
-
JB/T 11699-2013 高处作业吊篮安装、拆卸、使用技术规程 2020-03-24
-
石油化工设备腐蚀与防护参考书十本免费下载,绝版珍藏 2020-03-24
-
四喷嘴水煤浆气化炉工业应用情况简介 2020-03-24
-
Lurgi和ICI低压甲醇合成工艺比较 2020-03-24
-
甲醇制芳烃研究进展 2020-03-24
-
精甲醇及MTO级甲醇精馏工艺技术进展 2020-03-24