
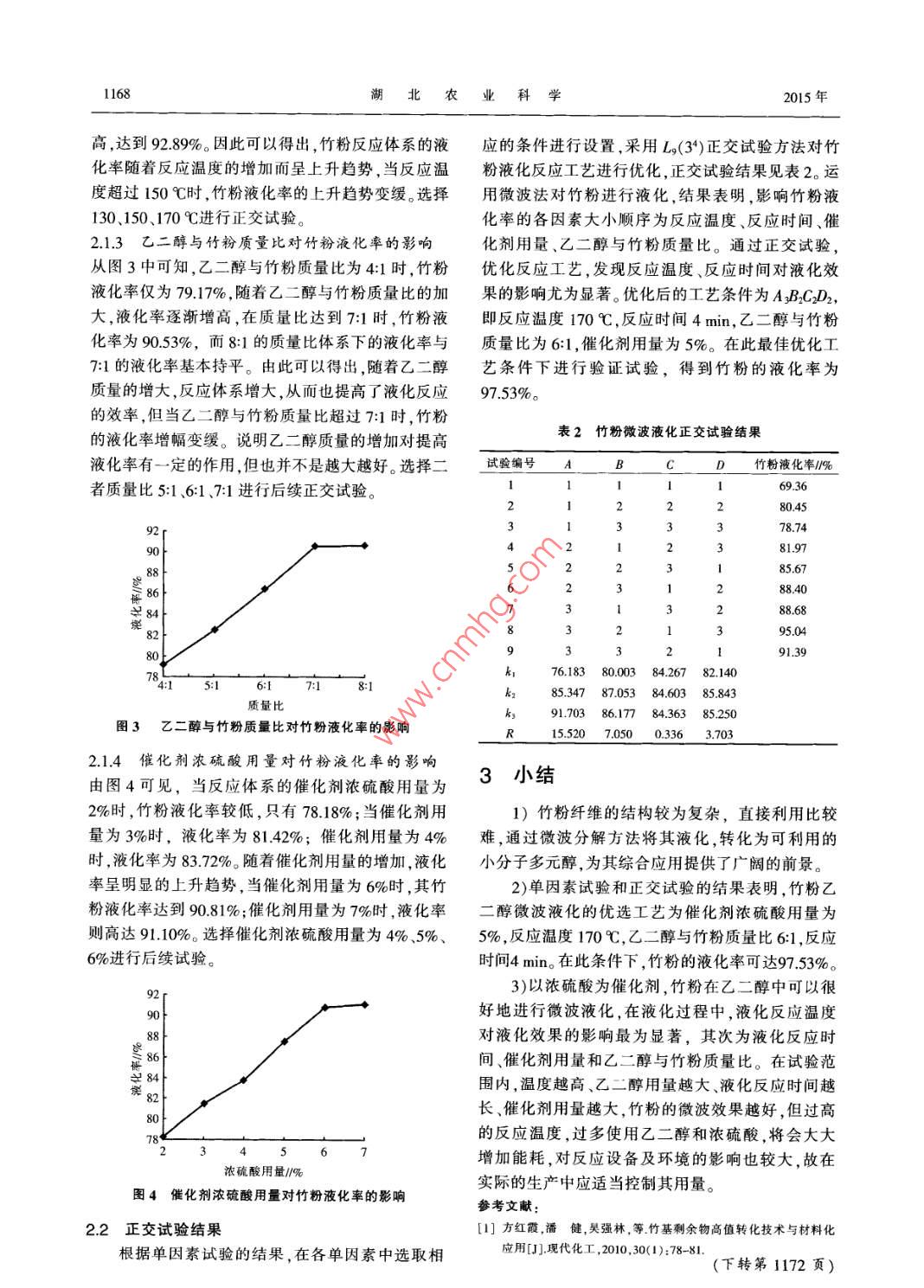
第54卷第5期湖北农业科学Vol. 54 No52015年3月Hubei Agricultural SciencesMar.,2015竹粉乙二醇微波液化工艺的优化钱善勤,文胜,廖政达,玉瀾,余良芳,陈秋连(柳州师范高等专科学校化学与生命科学系,广西柳州545004摘要:为了研究竹粉乙二醇微波液化的优化工艺,采用单因素试验确定所需的反应时间、反应温度、催化剂浓硫酸用量及乙二醇与竹粉质量比,研究微波作用对竹粉乙二醇液化效果的影响,再由正交试验确定微波液化的最佳工艺条件。結果表明,反应温度的影响最为罡著,竹粉乙二醇微波液化的最佳工艺条件为反应温度170℃,反应时间4min,催化剂浓硫酸用量5%,乙二醇与竹粉的质量比为6;1关键词:竹粉;乙二醇;微波;液化工艺中图分类号:TQ35341文献标识码:A文章编号:0439-8114(2015)05-1166-03DOl:10.14088/ j cnki. issn0439-8114.2015.05035Optimizing Liquefaction Technology of Bamboo Powder Ethylene Glycolwith miQIAN Shan-qin, WEN Sheng, LIAO Zheng-da, YU Lan, YU Liang-fang, CHEN Qiu-lian(Department of Chemistry and Biology, Liuzhou Teachers College, Liuzhou 545004, Guangxi, China)Abstract: To optimize of liquefaction technology of bamboo powder ethylene glycol with microwave, single factor experimentswere used to determine impacts of reaction time, reaction temperature, catalyst oil of vitriol amount, mass ratio between ethlene glycol and bamboo powder on liquefaction efficiency. Tthe optimal conditions were determined with orthogonal experiments. Results indicated that reaction temperature was the most significant factor. The optimal conditions for microwave liq-uefaction were 170 C, 4 min, the catalyst oil of vitriol amount of 5%, the mass ratio between ethylene glycol and bambooKey words: bamboder;ethylene glycol; microwave liquefaction techi竹子是一种用途广泛的生物质资源,具有特殊为液化剂1,在前期研究中,笔者也采用苯酚作为的能源利用价值及药用价值。近年来,对竹类加工反应试剂,但由于苯酚具有一定的毒性,其应用残渣及竹纤维的液化研究非常广泛1-3。竹粉的主要受到一定的限制。本试验重点研究了乙二醇微波液成分是纤维素、半纤维素和木质素,在高温条件下化技术,以期获得满足生物可降解聚氨酯泡沫材料可以裂解为制备聚氨酯材料的低分子多元醇,生产要求的植物多元醇。在前人研究的基础之上但竹粉是否能作为合成聚氨酯的多元醇原料,主要本试验采用单因素试验确定液化时间、反应温度、在于液化技术的研究与开发6。当前竹粉的液化主催化剂用量及竹粉与乙二醇质量比等条件,研究微要有油浴加热和微波加热两种方法,但油浴方法存波作用对竹粉乙二醇液化效果的影响,由正交试验在反应时间长、液化效率低等问题,微波液化因其确定微波液化的最佳工艺条件具有加热升温快,液化效率高等优点已得到广泛重视③.9。1材料与方法关于纤维素的液化工艺以及液化剂的研究已1.1材料有很多,如采用苯酚、乙醇、乙二醇和聚乙二醇等作竹粉:购于广西柳州市融安县丰园竹木加工有收稿日期:014-12-16基金项目:广西教育厅科研项目(LX204494);柳州师范高等专科学校科研创新团队建设项目作者简介钱善勤(191),男,江苏秦州人,副教授博士,主要从事环境生物学方面的研究,(电话)1800信箱)qianshanqin@163.com通信作者,廖政达(1967-)教授,硕士,主要从事天然植物纤维素的改性与应用研究,(电子信箱 )lzszliaozhengda@163com。第5期钱善勤等:竹粉乙二醇微波液化工艺的优化1167限公司。将竹粉粉碎、过筛,取40-80目的竹粉作为应时间(B)、乙二醇与竹粉质量比(C)、催化剂用量试验材料,于(1005)℃的烘箱中烘干至恒重,用自(D)的交互作用对竹粉微波液化效果的影响,从而封袋密封好放入干燥器中保存备用。确定竹粉微波液化的最佳工艺条件。正交试验因素1.2试剂及仪器与水平见表1。乙二醇(甘醇)、浓硫酸、无水乙醇,均为分析表1正交试验因素及水平纯,购于西陇化工股份有限公司。FW100型万能粉碎机(天津泰斯特仪器有限公因素司);YHC-600BS型远红外快速干燥箱(上海跃进医水平反应温度(A)反应时间(B)乙三醇与竹催化剂用量(D)℃粉质量比(C)疗器械有限公司);FA2004B型电子天平(上海跃平科学仪器有限公司);SHZ-D(I型循环水式真空泵(河南巩义市予华仪器有限公司);XH-MC-1型祥3l1鹄实验室微波合成仪(北京祥鹄科技发展有限公司);RE-52AA型旋转蒸发器(上海亚荣生化仪器厂)。2结果与分析13方法21单因素试验结果131竹粉的液化称取5g竹粉倒入三颈烧瓶2.11反应时间对竹粉液化率的影响从图1可中,按预设比例加入乙二醇、催化剂浓硫酸,混合摇以看出,反应时间为2min时,竹粉液化率较低,只匀,放入预设好功率反应温度、时间等参数的微波有76.24%。当反应时间为3min时,液化率上升为合成仪中反应,待反应结束后,迅速取出三颈烧瓶86.52%;4min时,液化率达到9049%,之后液化率进行快速冷却,用已知质量的滤纸进行减压抽滤,随反应时间缓慢升高。由此可见,随着反应时间的用无水乙醇洗涤残渣,至滤液变成无色为止。延长,竹粉的液化率呈上升的趋势,但当达到一定1.3.2竹粉液化率的测定抽滤结束后,将滤纸及时间后,竹粉液化率的上升趋势变小。选择反应时残渣一起放入烘箱于(100±5)℃下烘于至恒重,并间34、5min进行后续试验。用如下公式计算竹粉的液化率YL=(mo-m,)/mox%式中,m为竹粉液化残渣质量;m为液化前竹粉质量;YL为竹粉液化率。1.33单因素试验诞樂1)乙二醇与竹粉质量比为6:1,反应温度为150℃,催化剂浓硫酸用量为5%,反应时间设为2、3、4、5.6、78min进行液化反应,分析反应时间对竹粉液化率的影响。反应时间/min2)在乙二醇与竹粉质量比为6-:1,反应时间图1反应时间对竹粉液化率的影响为5min,催化剂浓硫酸用量为5%的条件下,分析2.1.2反应温度对液化率的影响从图2中可以反应温度(90、110、130、150、170℃)对竹粉液化率看出,随着反应温度的不断升高,竹粉反应体系的的影响。液化率呈上升趋势。反应温度为90℃时,竹粉液化3)反应温度为150℃反应时间5min催化剂率仅为6538%;反应温度为130℃时,液化率上升浓硫酸用量为5%时,分析乙二醇与竹粉质量比到83.04%;当反应温度为170℃时,竹粉液化率最(41、5:16:1、7:1和81)对竹粉液化率的影响。4)反应温度为150℃、乙二醇与竹粉质量比为6:1、反应时间为5min,研究不同用量催化剂浓硫酸对竹粉液化率的影响,催化剂用量设为2%、3%、4%、5%、6%和7%1.34正交试验优化竹粉液化工艺在单因素试验法确定反应时间、反应温度、乙二醇与竹粉质654110130150170量比及催化剂用量对竹粉液化的作用范围的基础上,采用L2(3)正交试验方法研究反应温度(A)、反反应温度/℃C图2反应温度对竹粉液化率的影响l16湖北农业科学2015年高达到92.89%。因此可以得出,竹粉反应体系的液应的条件进行设置,采用L2(3y)正交试验方法对竹化率随着反应温度的增加而呈上升趋势,当反应温粉液化反应工艺进行优化,正交试验结果见表2。运度超过150℃时,竹粉液化率的上升趋势变缓。选择用微波法对竹粉进行液化,结果表明,影响竹粉液130、150、170℃进行正交试验。化率的各因素大小顺序为反应温度、反应时间、催213乙二醇与竹粉质量比对竹粉液化率的影响化剂用量、乙二醇与竹粉质量比。通过正交试验,从图3中可知,乙二醇与竹粉质量比为41时,竹粉优化反应工艺,发现反应温度、反应时间对液化效液化率仅为7917%,随着乙二醇与竹粉质量比的加果的影响尤为显著。优化后的工艺条件为AfBC2D2大,液化率逐渐增高,在质量比达到7:1时,竹粉液即反应温度170℃,反应时间4mn,乙二醇与竹粉化率为9053%,而8:1的质量比体系下的液化率与质量比为6:1,催化剂用量为5%。在此最佳优化工71的液化率基本持平。由此可以得出,随着乙二醇艺条件下进行验证试验,得到竹粉的液化率为质量的增大,反应体系增大,从而也提高了液化反应97.53%。的效率,但当乙二醇与竹粉质量比超过7:1时,竹粉的液化率增幅变缓。说明乙二醇质量的增加对提高表2竹粉微波液化正交试验结果液化率有一定的作用,但也并不是越大越好。选择二试验编号ABCD竹粉液化率/%者质量比5:1、6:17:1进行后续正交试验。6936804578.742819728567623312288.4088.68895.04k:76.183800038426782.140k285347870538460385843质量比k391.70386.1778436385250图3乙二醇与竹粉质量比对竹粉液化率的影响1552070500.3363.7032.1.4催化剂浓硫酸用量对竹粉液化率的影响由图4可见,当反应体系的催化剂浓硫酸用量为3小结2%时,竹粉液化率较低,只有78.18%;当催化剂用1)竹粉纤维的结构较为复杂,直接利用比较量为3%时,液化率为8142%;催化剂用量为4%难,通过微波分解方法将其液化,转化为可利用的时,液化率为8372%。随着催化剂用量的增加液化小分子多元醇,为其综合应用提供了广阔的前景。率呈明显的上升趋势,当催化剂用量为6%时,其竹2)单因素试验和正交试验的结果表明,竹粉乙粉液化率达到90.81%;催化剂用量为7%时,液化率二醇微波液化的优选工艺为催化剂浓硫酸用量为则高达91.10%。选择催化剂浓硫酸用量为4%、5%、5%,反应温度170℃,乙二醇与竹粉质量比61,反应6%进行后续试验。时间4min。在此条件下,竹粉的液化率可达9753%。3)以浓硫酸为催化剂,竹粉在乙二醇中可以很298好地进行微波液化,在液化过程中,液化反应温度对液化效果的影响最为显著,其次为液化反应时间、催化剂用量和乙二醇与竹粉质量比。在试验范围内,温度越高、乙二醇用量越大、液化反应时间越长、催化剂用量越大,竹粉的微波效果越好,但过高的反应温度,过多使用乙二醇和浓硫酸,将会大大浓硫酸用量/%增加能耗,对反应设备及环境的影响也较大,故在实际的生产中应适当控制其用量图4催化剂浓硫酸用量对竹粉液化率的影响参考文献22正交试验结果[]方红霞潘健,吴强林,等竹基剩余物高值转化技术与材料化根据单因素试验的结果,在各单因素中选取相应用[门]现代化工,2010,30(1):78-81(下转第1172页)1172湖北农业科学015年抑制褐变的措施之一是运用抗褐变剂抑制褐3]王佳宏郁志芳陆胜民,等鲜切李乃褐变特性研究[食品科变相关的酶活。研究表明,抑制PAL酶活的抗褐变学,2005,25(9):80-83剂主要包括有机小分子和金属离子两大类,有机小{4]赵喜亭,王会珍李明军,等无硫护色剂对鲜切铁棍山药片酶促褐变的影响及其PPO特性研究[J食品工业科技,2008,29(2):分子包括肉桂酸、8-香豆酸、L-2-氨氧基-3-苯丙25-128酸、2-氨氧基乙酸以及某些氨基酸如组氨酸、色氨[5]刘莹,赵喜亭,赵月丽,等铁棍山药PPo的最适底物、热稳定酸、苯丙氨酸、酪氨酸、氟苯丙氨酸等l宛国伟性及褐变控制研究[河南农业科学,2010(12):95-98等5研究表明,不同浓度的苯丙氨酸、肉桂酸和阿61赵喜亭,赵月丽,王苗,等铁棍山药PD特性及褐变抑制研魏酸溶液对离体丹参根的PAL活力均有抑制作用。[J河南农业科学,2011,40(1):107-11l本研究结果表明,L半胱氨酸盐酸盐对PAL的抑制71马俊彦,杨改德,敖利刚植物苯丙氨酸解氨酶的生物学研究进展[]现代食品科技,2007,23(7):71-74,97作用最为明显,其次是柠檬酸。植酸对PAL的抑制81MATE0sM,KED, CANTWELL M,ta. Phenolic metabolism作用不明显,其中L-半胱氨酸盐酸盐对PAL的抑and ethanolic fermentation of intact and cut lettuce exposed to制作用与江力等的结果一致。金属离子如AgCO-enriched atmospheres[J]. Postharvest Biology and Techn1993,3(3):225-233C2Ca2等均可抑制百合鳞茎PAL的活力,以Ag9) KOUKO.J. CONNE E. The metabolism of aromatic com-的抑制作用最强;但一些金属离子Mn2、Fe2、Cu2+、pounds in higher plants. M. Purification and properties of theFe3可能作为辅基与酶蛋白相互结合对百合鳞茎phenylalanine deaminase of Herdeum pulagare [J]. Journal ofPAL的活力有明显的促进作用;还有些离子对PALBiology and Chemistry, 1961, 236: 2692-2698活力的作用与浓度有关,如Na随着浓度的升高,对0 TANAKA Y, RITANI U. Purification and properties of pheny-PAL的作用由抑制变为促进作用,Mg2随着浓度的lalanie ammonialyase in cut injured sweet potato[J]. Journal升高对PAL的作用由促进变为抑制16。本研究也of Biochemistry,1977,81(4):963-970.1]欧阳光察,应初衍,沃绍根,等.植物苯内氨酸解氨酶的研发现,Na'浓度小于0.25%时,明显抑制铁棍山药的究—一VⅥL水稻、小麦PAL的纯化及基本特性[J]植物生理学PAL活力,但当Na浓度在02%-200%范围内时,报,1985,11(2):204-214对PAL的活力具有明显的促进作用。12]李艳华,王庆国芦笋过氧化物酶和苯丙氨酸解氨酶特性及抑综合以上分析可知,为了有效抑制PAL引起的制条件的研究[J食品与发酵工业,2007,33(11):55-59鲜切铁棍山药片的褐变,应在酸性(pH<2.0)、低温13]曹锦萍,吕培涛,程桂平,等部分观赏植物苯丙氨酸解氨酶的初步研究[仲恺农业工程学院学报,2009,22(4):14-18(<20℃)或高温(>80℃)条件下进行山药切片的加[14江力,袁怀波,张世杰,等山药苯丙氮酸解氨酶特性的研工和贮藏,鲜切的无硫护色剂应首先选择L半胱氨究[J].食品科学,2006,27(10):36-40酸盐酸盐,其次是柠檬酸。[15]宛国伟,董娟娥,粱宗锁,等培养条件对离体丹参根苯丙氨酸参考文献解氨酶和多酚氧化酶活性的影响[]西北植物学报,2007,271]李明军,刘欣英,李萍,等山药微型块茎诱导形成的影响因子(12):2471-2477研究[中草药,2008,39(6):905-910[16]孙红梅,赵爽,王春夏,等.百合鳞茎苯丙氦酸解氨酶的分离[2〕赵喜亭,王会珍,赵月丽,等铁棍山药褐变特性研究[J]河南农纯化及酶学性质研究[]园艺学报,2008,35(11):1653-1660.业科学,2009(7):94-97(责任编辑赵娟)+“+“+“+-+“+“-+“+-“++“十-“+-+-+-“+-“+-“+“+“+“““-+“+“(上接第1158页)[2]方红霞,孙金余,吴强林,等竹纤维素微粉的结构与性能研究[纤维素科学与技术,2011,19(1):29-34.8]柴希娟陶磊微波液化竹粉及聚醚多元醇的制备[J]纤维素[3]方红霞,王宾,李长江,等竹材剩余物竹粉的选择性酚化产物科学与技术,2014,2(3):1-4,11研究[J]天然产物研究与开发,2011(23):866-869,912[9]柴希娟微波加热下竹粉苯酚液化的优化工艺研究!].西南林业[4]徐莉莉,廖兵,年福伟,等竹粉的多元醇液化及其在半硬质聚大学学报,2014,34(2):108-110氨酯泡沫中的应用林产化学与工业,2013,33(6):48-54[10]廖政达,蓝峻蜂,谢济运甘蔗渣苯酚液化的工艺研究[J安徽[5]杨小旭,庞浩,张容丽,等竹粉在多元醇中热化学液化的研农业科学,2011,39(22):13501-13502,13505究[门]聚氨酯工业,2008,23(5):16-19.[11]廖益强郭银清,卢泽湘,等竹粉乙醇液化及其产物表征[J].中6]方向宏,方红葭竹粉酚化配方和工艺条件研究!J黄山学院学国农业大学学报,2014,19(2):43-50报,2010,12(3):35-37[12]柴希娟,罗儒芳聚乙二醇中竹粉液化的工艺研究西南林业[7]张金萍,杜孟浩,王敬文.不同液化条件对毛竹粉多元醇液化产大学学报,2011,31(5):83-86物分子量的影响[J]江西农业大学学报,2010,32(6):1191-(责任编辑赵娟)




-
C4烯烃制丙烯催化剂 2020-03-23
-
煤基聚乙醇酸技术进展 2020-03-23
-
生物质能的应用工程 2020-03-23
-
我国甲醇工业现状 2020-03-23
-
JB/T 11699-2013 高处作业吊篮安装、拆卸、使用技术规程 2020-03-23
-
石油化工设备腐蚀与防护参考书十本免费下载,绝版珍藏 2020-03-23
-
四喷嘴水煤浆气化炉工业应用情况简介 2020-03-23
-
Lurgi和ICI低压甲醇合成工艺比较 2020-03-23
-
甲醇制芳烃研究进展 2020-03-23
-
精甲醇及MTO级甲醇精馏工艺技术进展 2020-03-23